Preguntar último precio
Miembro activo
8 Años

ZHUZHOU APPLE CARBIDE TOOLS CO.,LTD.
Herramientas de carburo de Zhuzhou Apple Co., LTD.


Add to Cart
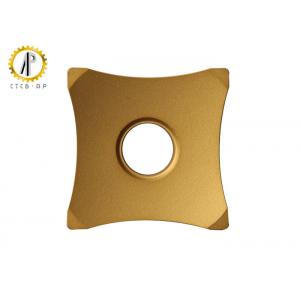
La ensambladura externa afilada del tubo del carburo de tungsteno 8 SNMX1507 OD inserta las herramientas
¿Cuál es ensambladura del tubo?
La necesidad del proceso de la ensambladura de ser procesado inmediatamente después de la soldadura, de modo que el material se pudiera quitar relativamente fácilmente.
Por lo tanto, es muy importante para que las herramientas de la ensambladura y los partes movibles correspondientes sean confiable y resistan el saltar y el romperse de la superficie que corta o de la herramienta sí mismo.

List modelo de las herramientas SNMX1507 de la ensambladura del OD
| | ||
| CÓDIGO DEL ARTÍCULO | Gama que trabaja a máquina (milímetro) | Filo Longitud (milímetros) |
| SNMX1507-R15 | 15-20 | 15 |
| SNMX1507-R20 | 20-25 | 15 |
| SNMX1507-R25 | 25-30 | 15 |
| SNMX1507-R30 | 30-35 | 15 |
| SNMX1507-R35 | 35-40 | 15 |
| SNMX1507-R40 | 40-50 | 15 |
| SNMX1507-R50 | 50-60 | 15 |
| SNMX1507-R60 | 60-90 | 15 |
| SNMX1507-R70 | 90-110 | 15 |
| SNMX1507-R80 | 110-130 | 15 |
| SNMX1507-R100 | 130-170 | 15 |
Detalles del grado de los partes movibles de la ensambladura SNMX1507
| YC333 | Amarillo | La combinación de substrato de alta resistencia y alto de la dureza con (MT-TiCN+thick AL2O3 + lata) la capa es la marca general de proceso de acero |
Ventajas de los partes movibles de las herramientas de la ensambladura del tubo de DET OD
A. el filo más de alta calidad------ proporciona vida extendida de la herramienta y final superficial superior
Capa B.TiN + Al2O3 ------para adaptarse para diversos usos de la ensambladura, si es un uso del calor de alta velocidad, alto o el trabajo triturado de la ensambladura del tubo.
Extremidades en la reducción soldando con autógena charla
La charla de soldadura es el resultado de no poder a la bufanda la gota de la soldadura correctamente bastante alcanzar un tubo bueno, limpio.
A. Un “paso que plancha” se puede utilizar después del soporte de la bufanda. Esto se destaca los “hierros” cualquier imperfección las faltas de la herramienta de la ensambladura del OD.
B. El alivio de la herramienta de la ensambladura se debe fijar en ángulo por lo menos de 11 grados del pedazo del trabajo para evitar que la herramienta de la ensambladura del OD arrastre en el tubo.
C. La herramienta de la ensambladura del OD debe estar con un radio levemente más grande que el OD del tubo.
Otras causas de la charla de la soldadura
a). No bastante gota de la soldadura para que la herramienta de la ensambladura corte.
b). No bastantes soldar con autógena poder de forjar la soldadura correctamente.
c). El soporte de la herramienta de la ensambladura del OD está situado demasiado lejos de la caja de la soldadura que hace la gota de la soldadura refrescarse abajo y no ser cortado suavemente.
d). El tubo está saltando en el punto de la bufanda porque no hay placa de ayuda o rollo de la ayuda debajo de la herramienta de la ensambladura.
e). Radio incorrecto de la herramienta de la ensambladura del OD.
f). Herramienta embotada, saltada, o gastada de la ensambladura.
servicio de la Después-venta:
1. Puede ser el reembolso si hay un problema de la calidad
2. El soporte técnico será ofrecido una vez que usted necesidad
3. Aceptar visitar del cliente