Preguntar último precio
Evaluación de proveedor
8 Años

Eternal Bliss Alloy Casting & Forging Co.,LTD.
¡EB Castings & Forgings, su solución total!




Add to Cart

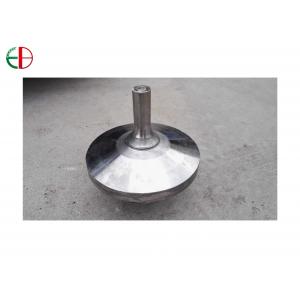
El bastidor de la precisión refiere al término general para el proceso del bastidor de la precisión.
Comparado con el proceso tradicional del bastidor de arena, el tamaño del bastidor de la precisión es más exacto y el final superficial es mejor.
Incluye: el bastidor de inversión, bastidor de cerámica, bastidor del metal, moldeo por inyección, a presión fundición.
El bastidor de la precisión y el bastidor perdido de la cera, sus productos son la precisión, complejo, cerca de la forma final, no pueden trabajando a máquina o utilizado raramente directamente, así que el bastidor de inversión es una tecnología avanzada de formado cerca de la forma neta.
Nivel de calidad: Según estándares estándar y internacionales nacionales.
Características especiales:
1. Podemos hacer piezas de lanzamiento de la válvula con proceso perdido del molde de la cera
2. Pulimos la superficie del bastidor.
Proceso de producción: Proceso de la inversión, incluyendo proceso que trabaja a máquina.
Grado material:
| KS | ASTM AISI | Composición química | Propiedades mecánicas | ||||||||||||
| C | Si | Manganeso | P | S | Ni | Cr | MES | W | CO | Fuerza de producción (N/㎟) |
Resistencia a la tensión (N/㎟) |
Alargamiento (%) | |||
| Ha | ≦2.00 | ≦1.00 | 0.35~0.65 | ≦0.040 | ≦0.040 | - | 8.00~10.00 | 0.90~1.20 | - | - | |||||
| HRSC1 | - | 0.20~0.40 | 1.50~3.00 | ≦1.00 | ≦0.040 | ≦0.040 | Max 1,00 | 12.00~15.00 | ≦ 0,50 | - | - | - | ≧490 | ≧10 | |
| HRSC2 | HC | Max 0,40 | ≦2.00 | ≦1.00 | ≦0.040 | ≦0.040 | Max 1,00 | 25.00~28.00 | ≦0.50 | - | - | - | ≧340 | - | |
| - | Max 0,40 | ≦2.00 | ≦1.00 | ≦0.040 | ≦0.040 | Max 1,00 | 12.00~15.00 | ≦0.50 | - | - | - | ≧490 | - | ||
| HRSC11 | HD | Max 0,40 | ≦2.00 | ≦1.00 | ≦0.040 | ≦0.040 | 4.00~6.00 | 24.00~28.00 | ≦0.50 | - | - | - | ≧590 | - | |
| 0.30~0.40 | ≦2.00 | ≦1.00 | ≦0.040 | ≦0.040 | 3.50~4.50 | 26.00~30.00 | 0.30~0.50 | - | - | ||||||
| HRSC12 | HF | 0.20~0.40 | ≦2.00 | ≦2.00 | ≦0.040 | ≦0.040 | 8.00~12.00 | 18.00~23.00 | ≦0.50 | - | - | ≧235 | ≧490 | ≧23 | |
| HRSC13 | HH | 0.20~0.50 | ≦2.00 | ≦2.00 | ≦0.040 | ≦0.040 | 11.00~14.00 | 24.00~28.00 | ≦0.50 | - | - | ≧235 | ≧490 | ≧8 | |
| HH2 | 0.25~0.50 | ≦1.75 | ≦2.50 | ≦0.040 | ≦0.040 | 12.00~14.00 | 23.00~26.00 | ≦0.50 | - | - | ≧235 | ≧490 | ≧8 | ||
| HRSC15 | HT | 0.35~0.70 | ≦2.50 | ≦2.00 | ≦0.040 | ≦0.040 | 33.00~37.00 | 15.00~19.00 | ≦0.50 | - | - | - | ≧440 | ≧4 | |
| HRSC16 | HT30 | 0.20~0.35 | ≦2.50 | ≦2.00 | ≦0.040 | ≦0.040 | 33.00~37.00 | 13.00~17.00 | ≦0.50 | - | - | ≧195 | ≧440 | ≧13 | |
| ÉL | 0.20~0.50 | ≦2.00 | ≦2.00 | ≦0.040 | ≦0.040 | 8.00~11.00 | 26.00~30.00 | ≦0.50 | - | - | ≧275 | ≧540 | ≧5 | ||
| HOLA | 0.20~0.50 | ≦2.00 | ≦2.00 | ≦0.040 | ≦0.040 | 14.00~18.00 | 26.00~30.00 | ≦0.50 | - | - | ≧235 | ≧490 | ≧8 | ||
| HN | 0.20~0.50 | ≦2.00 | ≦2.00 | ≦0.040 | ≦0.040 | 23.00~27.00 | 19.00~23.00 | ≦0.50 | - | - | - | ≧390 | ≧5 | ||
| HU | 0.35~0.75 | ≦2.50 | ≦2.00 | ≦0.040 | ≦0.040 | 37.00~41.00 | 17.00~21.00 | ≦0.50 | - | - | - | ≧390 | ≧4 | ||
| HK | 0.20~0.60 | ≦2.00 | ≦2.00 | ≦0.040 | ≦0.040 | 18.00~22.00 | 24.00~28.00 | ≦0.50 | - | - | ≧ | ≧340 | ≧ | ||
| HRSC21 | HK30 | 0.25~0.35 | ≦1.75 | ≦1.50 | ≦0.040 | ≦0.040 | 19.00~22.00 | 23.00~27.00 | ≦0.50 | - | - | ≧235 | ≧440 | ≧8 | |
| HRSC22 | HK40 | 0.35~0.45 | ≦1.75 | ≦1.50 | ≦0.040 | ≦0.040 | 19.00~22.00 | 23.70~27.00 | ≦0.50 | - | - | ≧235 | ≧440 | ≧8 | |
| HK40 | 0.35~0.45 | ≦1.75 | ≦1.50 | ≦0.030 | ≦0.040 | 20.00~23.00 | 23.00~26.00 | ≦0.50 | - | - | Alta prensa | ||||
| HL | 0.20~0.60 | ≦2.00 | ≦2.00 | ≦0.040 | ≦0.040 | 18.00~22.00 | 28.00~32.00 | ≦0.50 | - | - | ≧245 | ≧450 | ≧8 | ||
| HL-30 | 0.25~0.35 | ≦2.00 | ≦1.50 | ≦0.040 | ≦0.040 | 18.00~22.00 | 28.00~32.00 | ≦0.50 | - | - | |||||
| HL-40 | 0.35~0.45 | ≦2.00 | ≦1.50 | ≦0.040 | ≦0.040 | 18.00~22.00 | 28.00~32.00 | ≦0.50 | - | - | |||||
| 0.25~0.35 | 1.00-1.50 | 1.00-1.50 | 19.00~21.00 | 29.00~31.00 | - | 1.25-1.75 | - | ||||||||
| 0.25~0.35 | ≦2.00 | ≦1.00 | 19.00~21.00 | 29.00~31.00 | - | 1.00-2.00 | - | ||||||||
| 0.34-0.45 | 29.00-31.00 | 33.00-35.00 | 4.00-6.00 | Ti0.15-0.35 | |||||||||||
| 0.25-0.35 | 28.00-32.00 | 24.00-26.00 | 1.50-2.50 | Nb1.00-2.00 | |||||||||||
| HP | 0.35~0.75 | ≦2.00 | ≦2.00 | ≦0.040 | ≦0.040 | 33.00~37.00 | 24.00~28.00 | ≦0.50 | - | - | ≧235 | ≧440 | ≧5 | ||
| 0.40~0.50 | ≦1.50 | ≦1.50 | 34.00~36.00 | 26.00~28.00 | - | 1.00-2.00 | - | ||||||||
| 0.37~0.47 | ≦1.50 | ≦1.50 | 34.00~37.00 | 24.00~28.00 | 1.00~1.50 | - | - | ≧245 | ≧440 | ≧8 | |||||
| HW | 0.35~0.75 | ≦2.50 | ≦2.00 | ≦0.040 | ≦0.040 | 58.00~62.00 | 10.00~14.00 | ≦0.50 | - | - | ≧ | ≧390 | ≧4 | ||
| HX | 0.35~0.75 | ≦2.50 | ≦2.00 | ≦0.040 | ≦0.040 | 64.00~68.00 | 15.00~19.00 | ≦0.05 | - | - | ≧ | ≧390 | ≧4 | ||
| MO-RE1 | 0.40~0.50 | 35.00~38.00 | 25.00~28.00 | MAX0.5 | 1.25-2.00 | - | ≧196 | ≧412 | ≧6 | ||||||
| MO-RE2 | 0.15~0.25 | 48.00~52.00 | 32.00~34.00 | MAX0.5 | 15.0-17.0 | - | ≧235 | ≧490 | ≧3 | ||||||
| Super22H | 0.40-0.60 | 46.00-50.00 | 26.00-30.00 | MAX0.5 | 4.00-6.00 | 2.50-4.00 | ≧196 | ≧441 | ≧6 | ||||||
| 0.30-0.50 | ≦2.00 | ≦2.00 | 31.00-35.00 | 26.00-30.00 | MAX0.5 | 1.00-2.00 | - | ≧196 | ≧412 | ≧6 | |||||
| NA22H | 0.40-0.60 | ≦2.00 | ≦2.00 | 45.00-50.00 | 25.00-29.00 | MAX0.5 | 4.00-6.00 | - | ≧196 | ≧412 | ≧6 | ||||
| 0.40-0.60 | max1.50 | max1.50 | 45.00-50.00 | 25.00-30.00 | - | 4.00-6.00 | - | ≧295 | ≧390 | ≧5 | |||||
| HOM | 0.30-0.50 | ≦2.00 | ≦2.00 | 33.00-37.00 | 24.00-28.00 | 1.00-2.00 | - | - | ≧196 | ≧412 | ≧6 | ||||
| 0.35-0.45 | max2.0 | max2.0 | 22.00-25.00 | 24.00-27.00 | 1.80-2.30 | - | 14.0-18.0 | ≧245 | ≧490 | ≧8 | |||||
| 0.40-0.50 | max0.5 | 0.30-0.60 | 47.00-51.00 | 28.00-31.00 | - | 12.0-14.0 | - | ≧295 | ≧490 | - | |||||
| MAX0.15 | 15.00-19.00 | 25.00-29.00 | 0.50-1.50 | - | 38.0-42.0 | ||||||||||
| 0.05-0.12 | - | 26.00-30.00 | - | - | 47.0-52.0 | ||||||||||
| UMCO-50 | 0.05-0.12 | 0.5-1.0 | 0.5-1.0 | MAX0.02 | MAX0.02 | - | 27.00-29.00 | - | - | 48.0-52.0 | |||||
| URM | 0.10-0.20 | 40.0-42.0 | 32.0-34.0 | - | 0.3-0.6 | - | |||||||||
Paso 1: Conseguir órdenes.
Organigrama de la producción
Paso 2: Diseño de proceso por el departamento técnico
Paso 3: Compra de materias primas y del modelo que hacen &checking
Paso 4: Inspección de materias primas
Paso 5: Fusión por los hornos de inducción de frecuencia media
Paso 6: Análisis de cucharón por el espectrómetro
Paso 7: De-oxidación, escoria-retiro, golpeando ligeramente
Paso 8: Colada
Paso 9: Apertura y desbarbado
Paso 10: Control superficial y dimensional
Paso 11: Tratamiento térmico
Paso 12: Inspección de la propiedad física (prueba de UT, prueba de la TA, dureza, valor del impacto, estructura de la matriz)
Paso 13: El embalar
Paso 14: Envío
1. experiencia de la operación de la fundición 18-year.
2. Comunicación técnica y comercial eficiente amistosa y alta.
3. Prácticas profesionales de la exportación: Han exportado a +60 países de ultramar.
Nuestra feria profesional
Nuestra cabina no 14-A29-5 en Newcast 2015, Alemania
Pasillo 14, soporte No.A29-5.
Éntrenos en contacto con para más información sobre productos y manténgalos:
Mr.John Liu
Gestor de proyecto
Teléfono: 0086-188 0059 6372
Fax: 0086-510-6879 2172
Email: cast@ebcastings.com, ebcasting@126.com
Identificación de Skype: julia.zhu26
QQ: 217 039 6403
www.ebcastings.com
Bastidor eterno y forja Co., LTD. de la aleación de la felicidad
Añada.: Parque de la J-Sci-tecnología, distrito de Binhu, Wuxi, 214122, Jiangsu, China