Preguntar último precio
Evaluación de proveedor
3 Años

JIANGSU LIANZHONG METAL PRODUCTS (GROUP) CO., LTD
PRODUCTOS DE METAL DE JIANGSU LIANZHONG (GRUPO) CO., LTD


Add to Cart
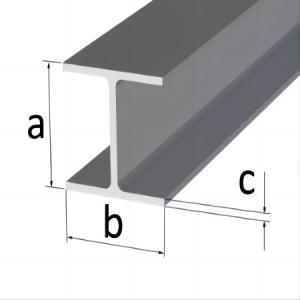
Grueso de aluminio de plata del haz 8m m de ASTM 6082 H usado para el panel de aluminio del encofrado para la construcción
el acero del H-haz puede ser producido soldando con autógena o rodando. la soldadura del H-haz es hecha cortando tiras de grueso conveniente a las anchuras convenientes y soldando con autógena el reborde y de web juntas en un sistema de soldadura continuo. El haz de soldadura de H tiene algunas desventajas tales como consumo grande del metal, no fácil asegurar funcionamiento de producto uniforme y tamaño limitado. Por lo tanto, H - el haz es producido principalmente rodando método. En la producción rodante moderna, el molino universal se utiliza para rodar H - acero del haz. La web del H-haz se rueda entre los rollos horizontales superiores y más bajos, y el reborde se rueda simultáneamente entre el lado del rollo horizontal y del rollo vertical. Puesto que el extremo del reborde no se puede presionar con solamente el laminador universal, es necesario fijar la prensa de batir del borde, conocida comúnmente como prensa de batir del borde, detrás del marco universal para presionar el alimentador del extremo del reborde y controlar la anchura del reborde. En la operación rodante real, los dos soportes se toman como grupo para hacer las piezas rodantes intercambian por varias veces, o para hacer el paso rodante de las piezas a través de la unidad rodante continua integrada por varios soportes universales y uno o dos soportes del extremo del borde. Cada paso aplica una determinada cantidad de presión para rodar el espacio en blanco en el producto de la forma y del tamaño requeridos de la especificación. En el reborde de la parte rodante, el desgaste del rollo es relativamente grande debido al desplazamiento entre el lado horizontal del rollo y la partición del balanceo para asegurarse de que el rollo se puede restaurar a su forma original después del balanceo pesado, los lados del superior y rollos horizontales más bajos y las superficies verticales correspondientes del rollo del molino del desbaste deben ser 3. ~ 8. El ángulo de inmersión de la theta. Para corregir el ángulo de inmersión del reborde acabado, el laminador universal acabado, también conocido como el molino de acabado universal, se fija. El lado horizontal del rollo es perpendicular a la línea horizontal del rollo o tiene un pequeño ángulo de inclinación, generalmente no más que 20', y el rollo vertical es cilíndrico.
|
Producto
|
Yo-haces de aluminio |
|
Aleación
|
6063,6061,6082
|
|
Genio
|
T5, T6
|
|
Grueso
|
0.4mm-500m m
|
|
Tamaño
|
0,5 m a 11,85 m, de no estándar: por encargo
|
|
Tolerancia
|
+/-0.1mm
|
|
Forma
|
Rectangular, modificado para requisitos particulares.
|
|
Estándar
|
EN 755 - 9, GB/T 6892-2015, GB 5237.1-2008, JGJ 386-2016.
|
|
proceso
|
Perforación, etc. doblando, de la soldadura, exacto corte, perforación.
|
|
Tipo
|
Encofrado plano, encofrado de la esquina, encofrado del haz, etc.
|
|
Paquete
|
Plataforma estándar con la película impermeable, o según su requisito.
|
|
Grado
|
Dureza
|
Resistencia a la tensión
|
Fuerza de producción
|
Alargamiento (%)
|
|
|
(MPa)
|
(MPa)
|
0.25-1.25m m
|
1.26-3.0m m
|
||
|
1100
|
O
|
89,6
|
34,5
|
30
|
6
|
|
H12
|
110,3
|
103,4
|
4
|
12
|
|
|
H14
|
124,1
|
117,2
|
3
|
10
|
|
|
2024
|
O
|
186,2
|
75,8
|
18
|
20
|
|
T3
|
482,6
|
344,7
|
16
|
18
|
|
|
T4
|
468,8
|
324,1
|
20
|
19
|
|
|
3003
|
O
|
110,3
|
41,4
|
30
|
33
|
|
H12
|
131
|
124,1
|
9
|
11
|
|
|
H14
|
151,7
|
144,8
|
3
|
7
|
|
|
5052
|
O
|
193,1
|
89,6
|
20
|
21
|
|
H32
|
227,5
|
193,1
|
7
|
10
|
|
|
H34
|
262
|
213,7
|
6
|
8
|
|
|
5083
|
O
|
275,8
|
144,8
|
21
|
25
|
|
H32
|
282,7
|
151,7
|
20
|
21
|
|
|
H34
|
330,9
|
255,1
|
11
|
14
|
|
|
6061
|
O
|
124,1
|
55,2
|
25
|
26
|
|
T4
|
241,3
|
144,8
|
22
|
24
|
|
|
T6
|
310,3
|
275,8
|
12
|
17
|
|
|
7075
|
O
|
227,5
|
103,4
|
16
|
18
|
|
T6
|
572,3
|
503,3
|
11
|
12
|
|
Detalles del producto

Embalaje y envío
Certificación